企业免费推广平台

深圳市和鑫升科技有限公司压铸件|五金件|压铸模具|
135****0014
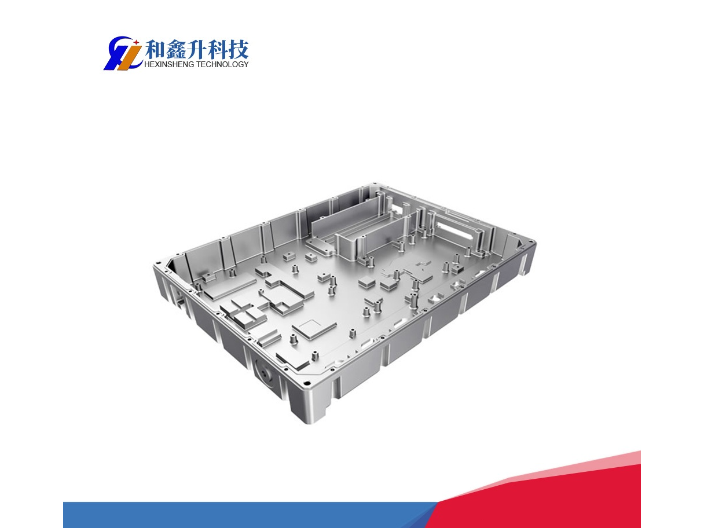
铝及铝合金环保型化学抛光:确定开发以磷酸一硫酸为基液的环保型化学抛光新技术,该技术要实现NOx的零排放且克服以往类似技术存在的质量缺陷。新技术的关键是在基液中添加一些具有特殊作用的化合物来替代硝酸。为此首先需要对铝的三酸化学抛光过程进行分析,尤其要重点研究硝酸的作用。硝酸在铝化学抛光中的主要作用是抑制点腐蚀,山东五金件按需定制,提高抛光亮度,山东五金件按需定制。结合在单纯磷酸一硫酸中的化学抛光试验,认为在磷酸一硫酸中添加的特殊物质应能够抑制点腐蚀、减缓全体腐蚀,山东五金件按需定制,同时必须具有较好的整平和光亮效果.压铸产品表面处理可增加对化学品的抵抗力表面装饰涉及用坚韧和高抗性材料覆盖表面。山东五金件按需定制
为什么压铸产品需要表面处理?表面处理对于压铸表面很重要,因为它使**终产品看起来更精细,美观、使用寿命更长。压铸件表面处理后获得的其他好处包括:1、增强美学压铸件表面处理有助于消除制造过程中产生的缺陷,从而使表面看起来干净、美观。一些用于表面处理的方法可以使压铸件具有漂亮颜色和细腻的手感,增加了表面的审美价值。2、消除表面缺陷各种表面处理工艺包括圆化尖角和从表面刮掉多余的残留物,表面打磨是常用的,这对于刮除制造过程中产生的所有缺陷较有效。3、提高油漆和其他涂料的附着力压铸件经过适当的表面处理后可降低粗糙度并使其光滑,这增加了表面吸收油漆和涂层的能力,从而形成更坚硬的层。4、提高耐腐蚀性一些金属对水分具有高度反应性,暴露在大气中时会腐蚀,在涂饰过程中使用非腐蚀性涂层有助于防止金属腐蚀,从而提高它们的耐用性。不同的表面光洁度也会产生不同的表面粗糙度,与光滑表面相比,较粗糙的表面更容易受到局部腐蚀形式的影响,例如点蚀和缝隙腐蚀。江苏铝件加工厂家报价铝合金压铸件表面处理方法-铝材磷化。
压力铸造简称压铸,是一种将熔融合金液倒入压室内,以高速充填钢制模具的型腔,并使合金液在压力下凝固而形成铸件的铸造方法。压铸区别于其它铸造方法的主要特点是高压和高速。①金属液是在压力下填充型腔的,并在更高的压力下结晶凝固,常见的压力为15—100MPa。②金属液以高速充填型腔,通常在10—50米/秒,有的还可超过80米/秒,(通过内浇口导入型腔的线速度—内浇口速度),因此金属液的充型时间极短,约0.01—0.2秒(须视铸件的大小而不同)内即可填满型腔。压铸机、压铸合金与压铸模具是压铸生产的三大要素,缺一不可。所谓压铸工艺就是将这三大要素有机地加以综合运用,使能稳定地有节奏地和高效地生产出外观、内在质量好的、尺寸符合图样或协议规定要求的合格铸件,甚至质优铸件。
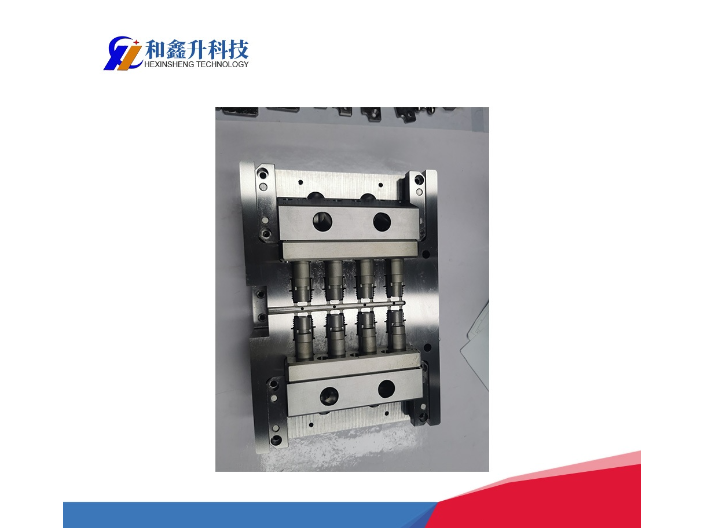
模具零件的磨削加工:磨削加工采用的机床有三种主要类型:平面磨床、内外圆磨床及工具成型磨削机床。精加工磨削时,要严格控制磨削变形和磨削裂纹的出现,哪怕是工件表面的显微裂纹,否则,在后续的工作中也会渐渐显露出来。因此,精密磨削时的进刀量要小,磨削中冷却要充分,尽量选择冷却液介质,加工余量在0.01mm内的零件要尽量恒温磨削。磨削工件时,一定要谨慎选择磨削砂轮:针对模具钢材的高钨、高钒、高钼、高合金状况,工件硬度高的特点,可选用PA铬钢和GC绿碳化硅砂轮;当加工硬质合金、淬火硬度高的材质时,优先采用有机粘结剂的金刚石砂轮,有机粘结剂砂轮自磨利性好,磨出的工件精度在IT5以上,粗糙度可达Ra0.16μm的要求。随着新材料的应用,近年CBN立方氮化硼砂轮的应用,显示出了良好的加工效果,在数控成型磨、坐标磨床、CNC内外圆磨床上精加工,效果甚至优于其它种类砂轮。磨削加工中要及时修整砂轮,保持砂轮的锐利。当砂轮钝化后,会在工件表面滑擦、刻划、挤压,造成工件表面烧伤、显微裂痕或产生沟槽,对以后的使用明显地降低效用。刚开始时已讲过,金属液的充型时间极短,金属液的比压和流速很高。
内浇口:①金属液入型后不应立即封闭分型面,溢流槽和排气槽不宜正面冲击型芯。金属液入型后的流向尽可能沿铸入的肋筋和散热片,由厚壁处想薄壁处填充等。②选择内浇口位置时,尽可能使金属液流程较短。采用多股内浇口时,要防止入型后几股金属液汇合、相互冲击,从而产生涡流包气和氧化夹杂等缺陷。③薄壁件的内浇口厚件要适当小些,以保证必要的填充速度,内浇口的设置应便于切除,且不使铸件本体有缺损(吃肉)。溢流槽:①溢流槽要便于从铸件上去除,并尽量不损伤铸件本体。②溢流槽上开设排气槽时,需注意溢流口的位置,避免过早阻塞排气槽,使排气槽不起作用。③不应在同一个溢流槽上开设几个溢流口或开设一个很宽很厚的溢流口,以免金属液中的冷液、渣、气、涂料等从溢流槽中返回型腔,造成铸件缺陷。铝的碱性电解抛光工艺。手板订做价格
压铸生产中常遇模具存在的问题注意点?山东五金件按需定制
压力铸造(简称压铸)是近代金属成型加工工艺中发展较快的一种少无切削的特种铸造方法。工艺实质是在高压作用下,使液态或半液态金属以较高的速度充填压铸型型腔,并在压力下成型和凝固而获得铸件的方法。压铸工艺的特点:高速高压是压力铸造的主要特征。常用的工作压力为数十兆帕,填充速度约为16~80m/s,金属液填充模具型腔时间极短,约为0.01~0.2s。与其它铸造方法相比,压铸有产品质量好:铸件尺寸精度高,一般相当于6~7级,甚至可达4级;表面光洁度好,一般相当于5~8级;强度和硬度一般比砂型铸造提高25~30%,但延伸率降低约70%;尺寸稳定,互换性好;可压铸薄壁复杂的铸件。例如,当前锌合金压铸件小壁厚可达0.3mm;铝合金铸件可达0.5mm;较小铸出孔径为0.7mm;较小螺距为0.75mm。山东五金件按需定制
深圳市和鑫升科技有限公司公司是一家专门从事压铸件,五金件,压铸模具产品的生产和销售,是一家贸易型企业,公司成立于2021-04-21,位于观澜街道桂花社区桂花工业区1500070号103。多年来为国内各行业用户提供各种产品支持。和鑫升目前推出了压铸件,五金件,压铸模具等多款产品,已经和行业内多家企业建立合作伙伴关系,目前产品已经应用于多个领域。我们坚持技术创新,把握市场关键需求,以重心技术能力,助力机械及行业设备发展。深圳市和鑫升科技有限公司每年将部分收入投入到压铸件,五金件,压铸模具产品开发工作中,也为公司的技术创新和人材培养起到了很好的推动作用。公司在长期的生产运营中形成了一套完善的科技激励政策,以激励在技术研发、产品改进等。深圳市和鑫升科技有限公司注重以人为本、团队合作的企业文化,通过保证压铸件,五金件,压铸模具产品质量合格,以诚信经营、用户至上、价格合理来服务客户。建立一切以客户需求为前提的工作目标,真诚欢迎新老客户前来洽谈业务。
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
深圳市和鑫升科技有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

