企业免费推广平台

深圳市和鑫升科技有限公司压铸件|五金件|压铸模具|
135****0014
轴类零件的特点是由多个回转面构成,现代企业精密加工方法一般采用内外圆磨床磨削。加工过程中,利用磨床夹头和尾架前列夹紧定位工件,或者用首尾两顶针定位工件,此时夹头与顶针中心的连线就是磨削后工件的中心线,如果中心线跳动,加工出来的工件就会产生不同心问题,因此,江苏铝合金压铸件一站式服务,江苏铝合金压铸件一站式服务,在加工前要做好夹头及前列的同心检测和首尾顶针对中检查,江苏铝合金压铸件一站式服务。如果是用夹头与中心顶针夹紧定位一次磨削台阶轴,则在这一次磨削前要对夹紧部分先进行外圆磨削,一次磨削时通过夹紧就能定心定位。铸模具与塑料模具的区别。江苏铝合金压铸件一站式服务
模具零件的热处理模具零件:要获得所要求的热处理硬度,必要对零件热处理内应力进行控制,使零件加工时和加工后尺寸公差、形位公差能够稳定。针对不同材质的零件作用,有不同的热处理方式。其工艺要考虑的是经济性、材料淬透性、淬硬性、过热敏性以及脱碳敏感性。随着近年来模具工业的发展,使用的材料种类很多,除了CrWMn、Cr12、40Cr、GCr15、Cr12MoV、9Mn2V硬质合金外,对一些工作强度大、受力苛刻的凹模、凸模,可选用新材料粉末合金钢,如:S2、S3、V10、APS23S1、G2、G3、G4、G8等等。此类材料具有较高的热稳定性和良好的组织状态。淬火后,一般工件都存留内应力,容易导致后续精加工或工作中开裂,零件淬火后应趁热回火,消除淬火应力。形状复杂、内外转角较多的工件,回火有时还不足以消除淬火应力,精加工前还需进行去应力退火或多次时效处理,充分释放应力,根据不同的要求采取不同的方法。惠州铝合金压铸件加工多少钱常用的工装夹具按照功能性主要分为哪几种?
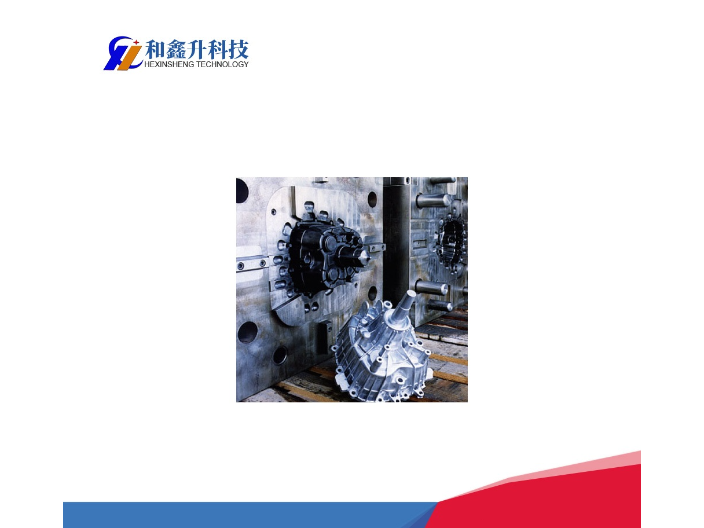
一副压铸模具的顺利投产是一个压铸件成功开发的关键环节,而浇道系统的良好设计是保证压铸模具正常生产的前提。特别是一些有特殊要求(如气密性、表面粗糙度等)的产品,批量生产时,这些特殊要求往往成了考核一个压铸模具成功与否的关键指标。我们在实际生产中发现,虽然影响压铸件特殊要求质量的因素较多,但浇口位置的设置往往是一个不可忽视的环节,不恰当的浇口位置设置会造成一副模具的整体报废,或者模具生命周期大打折扣。
压铸工艺的优点:机器生产率高,例如国产J1113型卧式冷空压铸机平均八小时可压铸600~700次,小型热室压铸机平均每八小时可压铸3000~7000次;压铸型寿命长,一付压铸型,压铸钟合金,寿命可达几十万次,甚至上百万次;易实现机械化和自动化。由于压铸件尺寸精确,表泛光洁等优点。一般不再进行机械加工而直接使用,或加工量很小,所以既提高了金属利用率,又减少了大量的加工设备和工时;铸件价格便易;可以采用组合压铸以其他金属或非金属材料。既节省装配工时又节省金属。精密五金做集装箱肯定需要进行开料冲床,接着烧焊,接着打砂、喷油之后配件就制成了。
铝合金是工业上应用普遍的有色金属结构材料。广泛应用于航空、航天、汽车、机械制造、造船、化工等行业。铝合金具有密度低,强度高等特点,而且接近或高于质优钢材,有非常好的可塑性能,可以加工成各种型材。它具有优异的导电性、导热性和耐腐蚀性。它在工业中被普遍使用,其用途只次于钢。铝合金零件的加工,又称数控加工、自动车床加工、数控车床加工等:(1)通用机床如汽车、铣床、刨床、钻床和磨床加工模具零件,然后进行必要的钳工修理并组装成各种模具。(2)对于精度要求较高的模具零件,只用普通机床难以保证较高的加工精度,因此需要精密机床进行加工。(3)为了使模具零件的加工,特别是形状复杂的冲头、凹模孔和型腔的加工更加自动化,减少钳工维修的工作量,需要使用数控机床(如三维数控铣床、加工中心、数控磨床等设备)来加工模具零件。铝的碱性电解抛光工艺。江苏铝合金压铸件一站式服务
模具零件的磨削加工。江苏铝合金压铸件一站式服务
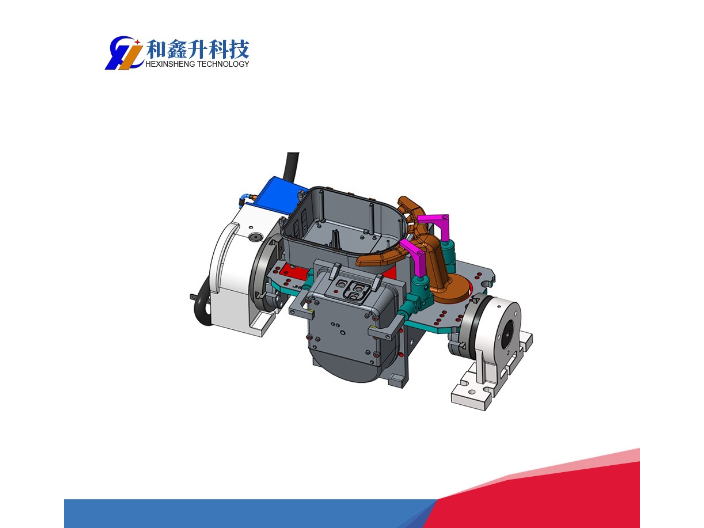
压铸模具组装的技术要求:1、模具分型面与模板平面平行度的要求。2、导柱、导套与模板垂直度的要求。3、分型面上动、定模镶块平面与动定模套板高出0.1-0.05mm4、推板、复位杆与分型面平齐,一般推杆凹入0.1mm或根据用户要求。5、模具上所有活动部位活动可靠,无呆滞现象pin无串动。6、滑块定位可靠,型芯抽出时与铸件保持距离,滑块与块合模后配合部位2/3以上。7、浇道粗糙度光滑,无缝。8、合模时镶块分型面局部间隙
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
深圳市和鑫升科技有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.

