企业免费推广平台

深圳市和鑫升科技有限公司压铸件|五金件|压铸模具|
135****0014
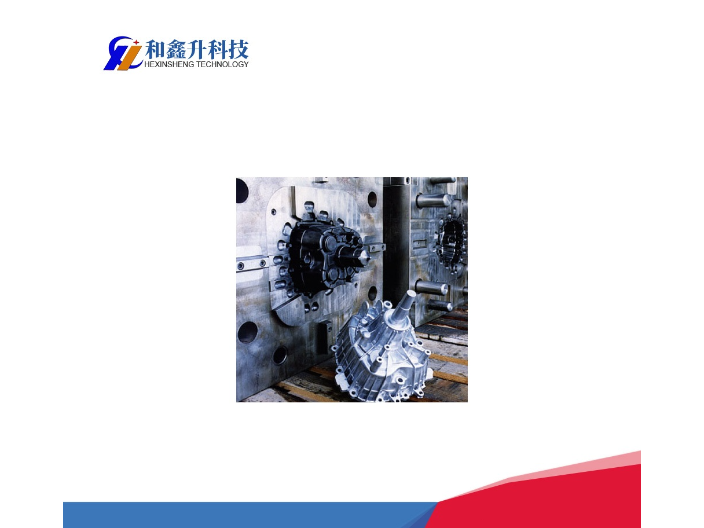
对于模具横浇道的要求:①冷卧式模具横浇道的入口处一般应位于压室上部内径2/3以上部位,以免压室中金属液在重力作用下过早进入横浇道,提前开始凝固。②横浇道的截面积从直浇道起至内浇口应逐渐减小,为出现截面扩大,则金属液流经时会出现负压,易吸入分型面上的气体,惠州压铸件订做价格,增加金属液流动中的涡流裹气。一般出口处截面比进口处小10-30%。③横浇道应有一定的长度和深度。保持一定长度的目的是起稳流和导向的作用。若深度不够,惠州压铸件订做价格,则金属液降温快,深度过深,则因冷凝过慢,既影响生产率又增加回炉料用量。④横浇道的截面积应大于内浇口的截面积,以保证金属液入型的速度。主横浇道的截面积应大于各分支横浇道的截面积。⑤横浇道的底部两侧应做成圆角,以免出现早期裂纹,惠州压铸件订做价格,二侧面可做出5°左右的斜度。横浇道部位的表面粗糙度≤Ra0.4μm压铸模是压铸生产三大要素之一。惠州压铸件订做价格
压铸生产中常遇模具存在的问题注意点:比如浇注系统、排溢系统例:对于冷室卧式压铸机上模具直浇道的要求:①压室内径尺寸应根据所需的比压与压室充满度来选定,同时,浇口套的内径偏差应比压室内径的偏差适当放大几丝,从而可避免因浇口套与压室内径不同轴而造成冲头卡死或磨损严重的问题,且浇口套的壁厚不能太薄。浇口套的长度一般应小于压射冲头的送出引程,以便涂料从压室中脱出。②压室与浇口套的内孔,在热处理后应精磨,再沿轴线方向进行研磨,其表面粗糙≤Ra0.2μm③分流器与形成涂料的凹腔,其凹入深度等于横浇道深度,其直径配浇口套内径,沿脱模方向有5°斜度。当采用涂导入式直浇道时,因缩短了压室有效长度的容积,可提高压室的充满度。铝件生产厂家轴类零件的特点是由多个回转面构成。
五金精密零件CNC数控加工优点:(1)加工复杂形状的数控零件时,工装数量会减少了很多,不再需要复杂的工装。修改零件加工程序,就能更改零件的形状和尺寸,这就适合新产品开发和修改。(2)CNC加工中心,工件加工质量稳定,零件加工精度高(可达±0.01mm),重复精度高,达到了飞机零件的加工要求。(3)可以减少生产准备、机床调整和工艺检查的时间,并由于使用了比较好的切削量而减少切削时间,在多品种、小批量生产时,生产效率非常高。(4)它可以加工传统方法难以加工的复杂表面,甚至可以加工一些不可观察的加工零件。
压铸模具组装的技术要求:1、模具分型面与模板平面平行度的要求。2、导柱、导套与模板垂直度的要求。3、分型面上动、定模镶块平面与动定模套板高出0.1-0.05mm4、推板、复位杆与分型面平齐,一般推杆凹入0.1mm或根据用户要求。5、模具上所有活动部位活动可靠,无呆滞现象pin无串动。6、滑块定位可靠,型芯抽出时与铸件保持距离,滑块与块合模后配合部位2/3以上。7、浇道粗糙度光滑,无缝。8、合模时镶块分型面局部间隙
本站提醒: 以上信息由用户在商名网发布,信息的真实性请自行辨别。服务协议 - 信息投诉/删除/联系本站
深圳市和鑫升科技有限公司 Copyright © 商名网营销建站平台 All Rights Reserved.